Industry 4.0: what does it mean for machine vision?

How did we get here?
At a basic level, Industrial Revolutions change the way we make things. The 1st Industrial Revolution transformed 18th and 19th century agricultural and rural societies into an urban workforce, mastering iron, textiles and mechanized manufacturing for the first time. Further developments triggered the 2nd Revolution between 1840 and 1914, when oil and electricity become widespread, and newly available power supplies allowed mass production, leading to such inventions as the telephone, light bulb and internal combustion engine. The 3rd Industrial Revolution, commencing in the 1980s, is also referred to as the Digital Revolution, and reflects the move from analog electronic and mechanical machines to the digital devices with which we are familiar today; perhaps the most influential development has been the invention of the Internet.
The 4th Industrial Revolution is emerging as we write. Commonly known as the Industrial Internet of Things (IIOT) or Industry 4.0 (originating from a project instigated by a German government working group), the technological advancements characterizing this movement center around astonishing developments in Artificial Intelligence, advanced robotics, biotechnology, IOT and cutting-edge automation.
The progression of Industry 4.0
Industry 4.0 is moving us all towards increasingly automated and enhanced productivity – anticipated benefits include lower costs, faster processes, increased quality control and better use of resources. Most companies in the manufacturing sector (79.9%) expect to see positive effects resulting from digital transformation[1]. Technologies teaching computers to think for themselves are becoming commonplace in the manufacturing world as Deep Learning software is being more widely mastered and adopted. Along with a maturing IOT, Big Data, Quantum computing and other factors, Industry 4.0 is set to change the way we make things for ever. “Smart factories” are in the strategic plan of many businesses – the aspiration covers, amongst other things, automated stock control, where shelves will replenish themselves, and machinery being able to identify faults and deterioration and fix them before they become a problem minimizing, and even eradicating, down-time. While some labor unions fear job losses, advocates of Industry 4.0 assure us that staff in the future will be trained to work alongside automated machinery, relieving them of the tedious tasks and replacing them with more intellectual ones. We’ll look at this aspect in greater detail in a future blog.
What does it mean for us?
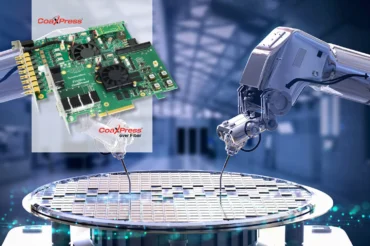
Image processing is playing a key role in Industry 4.0 – capturing image data, processing this information, and instructing other devices is a fundamental part of creating and operating smart factories. IOT and cloud computing are connecting manufacturing plants and processes like never before. Machines that can “see” are now being trained to use images to make decisions, speeding up and refining identification and inspection processes. Key recent developments mean that emerging technologies are allowing collected data to be processed and actioned with little or no human intervention, making processes vastly quicker and more accurate. Digital manufacturing encompasses predictive maintenance, condition monitoring and augmented reality, all of which are enhanced by computer vision. In addition to machine vision on a large scale, such developments as wearable devices utilizing embedded vision components are bringing imaging to an even greater range of industrial roles – as demonstrated by such products as Picavi with their “pick-by-vision” glasses.
As systems become smaller, more affordable and more reliable, we will inevitably see an increase in adoption of machine vision in all sorts of industry environments, and engineers and designers are working hard keeping up with requirements. Those involved in the machine vision industry must recognize this growing phenomenon and work to enhance our systems accordingly to enable the smooth flow of data within and between operational sites. We can expect to see more cross-company collaboration and consolidation, such as that earlier this year of ViDi Systems being acquired by Cognex, resulting in the “first ready-to-use deep learning-based software dedicated to industrial image analysis”[2].
At Active Silicon, we ensure all our products are compatible with the latest available software and hardware driving machine vision in the Industry 4.0 revolution. Contact us to see how our products could enhance your systems and help you stay at the leading edge of your sector.
[1] Impact of the Fourth Industrial Revolution on Supply Chains, World Economic Forum in collaboration with BVL International (2017, p. 5)
[2] http://www.cognex.com/products/deep-learning/dl-software/