Should you consider an Oncilla Machine Vision Computer?

Oncilla machine vision computers are rugged industrial PCs engineered for high processing capabilities and sophisticated imaging functionality. They are ideal for applications that demand precision, reliability, and efficiency. By incorporating configurable memory, storage and processing features with standardized machine vision interfaces, these embedded computers provide a complete machine vision system.
These vision systems are designed specifically to handle complex image processing tasks in industrial or tough environments. Unlike standard PCs, these units are built to withstand harsh conditions while delivering high-performance computing for applications such as quality inspection, robotic guidance, and medical imaging.
Key Specifications for Machine Vision Computers
High Processing Power, Storage and Memory
Multi-core processors, such as Intel i7/i9 or Xeon series, are often preferred to handle the intensive computational tasks associated with image processing. With more end users boosting their inspection systems with AI based tools, the ability to manage huge amounts of data for machine learning, object identification and classification is essential.
At least 16GB of RAM is standard, with options to scale up depending on the application. An Industrial SSD (Solid State Drive) brings speed and reliability, particularly in read/write-intensive tasks.
Our Oncilla Machine Vision Computers feature Intel 12th Gen Alder Lake-S processors and 16GB DDR5 SDRAM to ensure enough muscle for any industrial inspection task. By selecting a long-term-availability processor, medical and military customers can be confident of supply for many years.
Imaging Capabilities
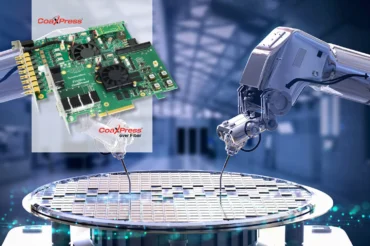
Support for high-resolution cameras is critical. A machine vision computer with CoaXPress or Camera Link interfaces will enable seamless image acquisition. Camera Link is a robust and reliable interface, making it well-suited for the harsh conditions often encountered in sorting applications, such as refrigerated or cooled environments. CoaXPress can support longer cables lengths and higher bandwidths plus multiple cameras in a single system, enabling the capture of numerous images from different angles or perspectives, providing more comprehensive data for sorting and analysis. Both CoaXPress and Camera Link interfaces allow for precise, real-time triggering and advanced trigger setups.
Many Oncilla Machine Vision Computers include a pre-integrated CoaXPress or Camera Link frame grabber. This makes interfacing to a high-resolution machine vision camera simple, as control software, drivers and software development tools are already pre-installed on the system. These embedded systems enable “turn-key” imaging functionality perfect for reducing application development time.
Certain tasks may be better suited to a GigE camera, especially as bandwidths are increasing exponentially, and Oncilla computers also support both GigE and USB based cameras systems.
Rugged Design
Oncilla Machine Vision Computers are designed to operate in temperatures ranging from 0°C to 60°C and are built to withstand environments with high vibration and shock levels. They can be certified to comply with industry standards including MIL-STD-810G for durability and EN 50121-3-2 for rolling stock. An IP65 or higher rating indicates protection against dust and water, which is essential in manufacturing and industrial environments. Fanless options reduce the number of moving parts in the system to bolster reliability.
Furthermore, embedded systems such as these are designed with longevity in mind, guaranteeing the same fit, form and function for many years. They are built to be highly reliable, an especially important factor in setups which are hard to access and require factory downtime for maintenance or upgrades.
Applications for Machine Vision Computers
Machine vision computers are an ideal choice for applications across various industries due to their robust features, high quality imaging capabilities and customizable computing options.
In manufacturing, they are used extensively in automated inspection systems to detect defects, ensuring products meet stringent quality standards. Similarly, machine vision computers help identify and verify parts during automotive assembly and detect minute defects in surface inspection. Machine vision systems also support pick-and-place tasks in industrial robotics.
In the pharmaceutical sector, vision systems verify the accuracy of labels, seals, and packaging to comply with regulatory requirements. They also facilitate precise counting and sorting of pills and capsules.
High-speed barcode scanning and recognition improve the efficiency of sorting and shipping processes in logistics applications. Machine vision is also being used in calculating the dimensions of packages for optimized space utilization.
Supporting quality controls, machine vision systems detect foreign objects in food products, ensuring consumer safety. Automated systems grade and sort items based on size, shape, and color. Hyperspectral imaging and SWIR imaging techniques are growing fast in this sector, adding even more accuracy to quality control.
Due to the high level of regulation, imaging systems in the medical sector must remain operational for many years. Embedded vision systems are ideal for this due to their rugged build and long lifetimes/availability.
Why not select a computer and vision interface separately?
Choosing a machine vision computer with integrated frame grabber saves hours of integration time. Our Oncilla Machine Vision Computers are supplied with our ActiveCapture front-end software installed and ActiveSDK development kit for simple and fast set up. The computer components have already been carefully selected to offer the essential specifications required for a modern vision system, and users can be assured that they are all compatible with the imaging hardware.
For a simple installation offering reliable high-quality imaging in real time plus plenty of processing power, a machine vision computer is a wise choice.
Take a look at our range of Oncilla Machine Vision Computers to find the right solution for your application. Don’t see what you need? Get in touch as we have several more variations currently in development.